- 0 (544) 348 63 02
- 0 (554) 631 02 68
- info@doganlazermetal.com
- İvedik OSB 1548.Cad No:8 Yenimahalle/ANKARA
MAKİNE PARKI

LAZER KESİM 2000×6000 mm
Makine gövdesi ileri teknoloji ile çok hassas toleranslarla üretilmiş ve büyük kaynaklı kompenentlerde gerilim giderme yapılmıştır. Bütün gerilme noktaları geniş radyüslerle dizayn edilerek gerilme yığılmaları ve muhtemel kaynak çatlakları elimine edilmiştir. Doğan Metal lazer kesim işlemleri, özellikle ince malzemeler için daha yüksek kesme hızları için daha hızlı ışın sağlayan çevrim sürelerini azaltır. DOĞAN Metal Lazer Makinesi, diğer Lazer Teknolojilerine kıyasla daha fazla avantaja sahiptir.
ABKANT BÜKÜM
0,6mm-6mm kalınlıkları arasında 3000mm boyunda cnc abkant büküm ihtiyaçlarınız doğrultusunda firmamız bünyesinde sizlere cnc abkant büküm hizmeti sunmaktayız.

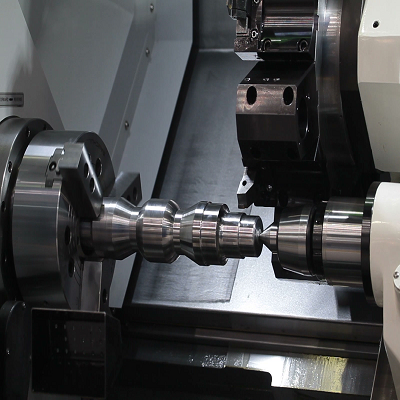
CNC TORNA
CNC Torna Tezgahları, petrol ve gaz, otomotiv, havacılık, tıp, elektronik, madencilik, enerji santrali, çelik ve kağıt fabrikaları, gemi yapımı ve iş makineleri gibi endüstrilerde yaygın olarak kullanılmaktadır. Bu yönüyle CNC Torna Tezgahları hayatın her alanında karşımıza çıkmaktadır.
UNİVERSAL TORNA
Eksenel hareketle dış iç kısımlarda silindirik ve konik yüzeyler işlenir. Ayrıca çeşitli profillerde vida açma, matkapla delik delme, kılavuz salma, işlemlerinin yanında taşlama, frezeleme, profil tornalama, yay sarma, demir, çelik, ağaç, plastik alaşımlar ve yumuşak gereçlere istenilen şekil ve biçim verme işlemleri uygulanabilir.


GAZALTI KAYNAĞI
Bu yöntemle yapılan kaynağın en önemli avantajı kaynak sırasında kaynak yapılacak yerin belirli gazlar ile korunması ve bu sayede havadan ve başka etmenlerden etkilenmemesidir. Gazaltı kaynağı, kaynak yapılacak metal ile tükenen bir kaynak elektrod parçasının arasında oluşan elektrik arkının gaz korumalı olarak yapılması işlemidir. Kaynak yapılacak metale sürekli sürülen kaynak teli eriyerek kaynak metalini oluşturmaktadır.
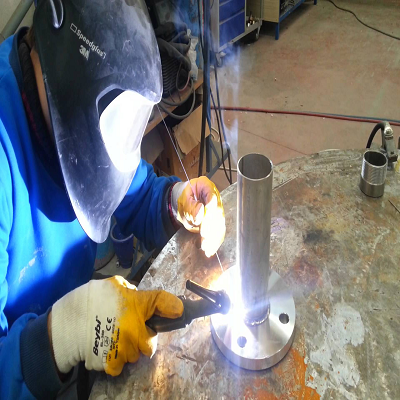
ARGON KAYNAĞI
Argon kaynağı, kaynak yöntemine adını veren “Tungsten Inert Gas” kelimesidir. Kaynak, bu kelimenin baş harfleri olarak da adlandırılır ve TIG kaynak olarak geçer.
Kaynak işlemini gerçekleştirecek ısı, ergime derecesi oldukça yüksek olan tungsten metalinden yapılmış elektrotlar ile kaynatılacak parçalar arasında oluşur. Kaynak bölgesi elektrodu çevreleyen bir lüleden gönderilen argon veya helyum gazı tarafından korunur. Tig (argon) kaynağı yönteminde kullanılan elektrodlar kendileri erimeden, kaynak yapılan gereci ergiterek birleştirmeyi sağlar. Gerekli görüldüğü hallerde ilave kaynak çubukları, oksi gaz kaynağında olduğu gibi, kaynakçı tarafından veya otomatik tel sürme tertibatlarıyla kaynak bölgesine iletilir.